



Three Sennics Sites on the 2025 List of the Petrochemical Industry's Typical Cases for Quality Improvement and Brand Building
作者:
時(shí)間:2026-01-15 11:28
點(diǎn)擊率:
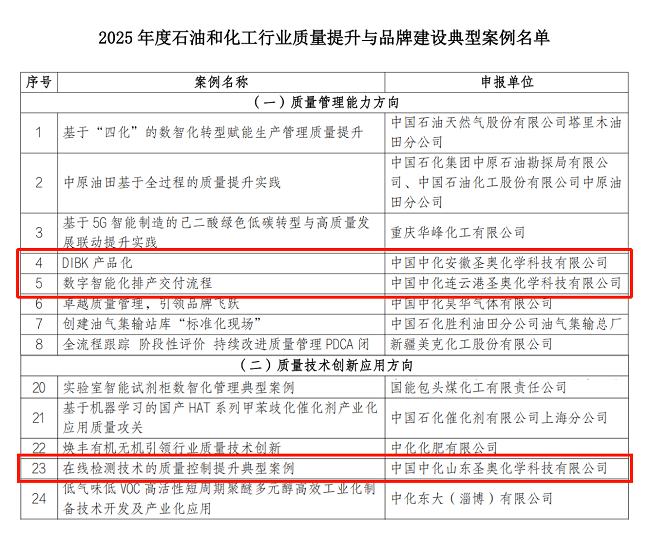
Recently, the China Petroleum and Chemical Industry Federation (CPCIF) announced the 2025 List of the Petrochemical Industry's Typical Cases for Quality Improvement and Brand Building. Three Sennics sites were on this list in recognition of their accomplishments in improving quality management and innovating to improve product quality. The honor demonstrated their role in serving as examples for driving the industry's high-quality development. Specifically, both Sennics Anhui and Sennics Lianyungang were put on the list for their respective typical case of quality management capabilities -- the former's case was for the commercialization of the DIBK product, and the latter’s case was for scheduling production using digital and intelligent technologies; and Sennics Shandong was put on the list for its typical case of innovating to improve product quality -- using inline testing to improve quality control.
Given the growing demand for DIBK, Sennics Anhui tapped into the potential of the existing facility to increase the product's purity. With a "Process Innovation + Equipment Optimization" solution, the factory succeeded in stably producing and marketing high-purity DIBK. This project is characterized by a smaller investment, a lower risk, and a shorter time-to-market (TTM). Its ROI is exceptional, and its potential is huge.
Sennics Lianyungang?spared no effort to make production intelligent. By developing an intelligent host computer system, it built a data interface with the Agent Operating Protocol (AOP), the Manufacturing Execution System?(MES), and the Warehouse Management System?(WMS), and achieved standard data entry and accurate data tracking. After the system was put into operation, the staff productivity has been increased by 15%-30%, the packaging capacity per hour has been increased by more than 20%, the response speed for rush orders?has been increased by 50%, and the downtime caused by material shortage?has been reduced by 30%-50%. Also, cost control has become clearly better -- the operating cost of the automated warehouse alone has the potential to be reduced by about 30%, and customer satisfaction has also been improving.
Sennics Shandong introduced a near-infrared inline testing technology. Adopting a "real-time testing + data-driven" model, this technology regularly samples a product for analysis, models the production process, and validates the model's usability. It is able to connect the inline testing data and the Distributed Control System (DCS) and achieve the real-time monitoring of multiple production steps. After this technology was adopted, field sampling has been reduced by more than 10 times a day on average, saving over 200 minutes.?The quality control and stability of products have been significantly improved, and the factory has been upgraded into data-driven quality management.
This recognition was a strong endorsement for the quality management of Sennics across the industry's value chain. It also brought to life the company's philosophy of putting quality first driven by innovation. In the future, Sennics will continue to spend more on innovation and quality improvement, to explore a path toward the high-quality development of the chemical industry, and to provide even better products and services for customers around the world.

上一篇:
下一篇:
